 谘詢熱線:86-755-29773559谘詢熱線:86-755-29773559
谘詢熱線:86-755-29773559谘詢熱線:86-755-29773559
深圳市免费91(xiáng)模具有限公司
電話: 86 - 755 - 2977 3559
電話: 86 - 755 - 29604615
傳真: 86 - 755 - 2960 4572
郵箱: kexiangmold@126.com
sales@cousunmold.com
地址: 深圳(zhèn)市(shì)光(guāng)明新(xīn)區公明街道西田社
區第二工業區24棟A區
塑膠模具係統功能結(jié)構主要由:澆注係統(tǒng)、調溫係統、成型零件係統、排氣係(xì)統、導向係統、頂出係統等六(liù)大係統組成,其中澆注係統和成型零件是與塑料直接接觸部分,並(bìng)隨塑料和製品而變化,是塑模中最複雜,變化最大,要求加工光潔度(dù)和精度最高的部分。
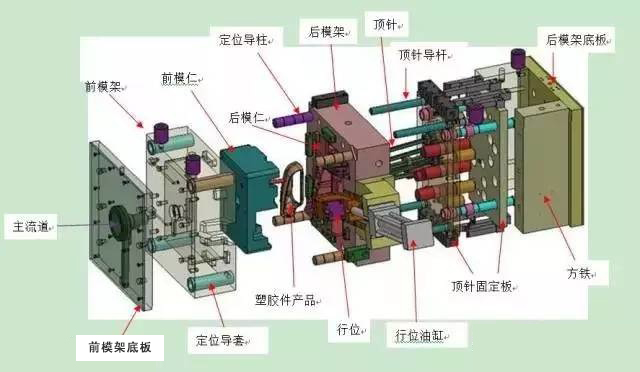
1、澆注係統
澆注係統是指塑(sù)料從射(shè)嘴進入型(xíng)腔前的流道部分,包括主流道、冷(lěng)料穴、分流道和澆口等。
2、成型零件係統
成型零件係統是指構成製品形狀(zhuàng)的各種零件組合,包括(kuò)動模(mó)、定模和型腔(凹模(mó))、型芯(凸模)、成型杆等組成。型芯形成製品的內表麵,型腔(凹模)形(xíng)成製品的外表麵形狀(zhuàng)。合模後型芯和型腔便構(gòu)成了模具的型腔。按工藝和製造要求,有時型芯和凹模由若幹拚塊組合而成(chéng),有時做成整(zhěng)體(tǐ),僅在易(yì)損壞、難加工(gōng)的部位采用(yòng)鑲件。
3、調(diào)溫係統
調溫係統是為了滿足注射(shè)工藝對模具溫度的要求,需要有調溫係統對模具的溫度進行調節。對於熱塑性塑料用注(zhù)塑模,主要是設計冷卻係統使模具冷卻(也可對(duì)模具進行加熱)。模具冷卻(què)的常用(yòng)辦法是在模(mó)具內開(kāi)設冷(lěng)卻水通道,利用循環流(liú)動的冷卻水帶走模具的(de)熱(rè)量;模具的加熱除可利用冷卻水通熱水或熱油外,還可(kě)在模(mó)具內(nèi)部和周圍安裝電加熱元件。
4、排氣係統
排氣係統是(shì)為了將注射成型過(guò)程中(zhōng)型腔內的(de)空氣(qì)及塑膠融化(huà)所產生的氣體排(pái)除到模(mó)具外而設立(lì),排氣不暢時製品表麵會形成氣痕(氣紋)、燒焦等不良;塑膠模(mó)具的排氣係統通常是在模具中開設的一種槽形出氣口,用(yòng)以排出原有型腔空氣(qì)的及熔料帶入的氣(qì)體。
熔料注入型腔時,原存於(yú)型腔內的空氣以及由熔(róng)體帶入的氣體必須在料流的盡頭通過排氣口向模外排出,否則將會(huì)使(shǐ)製(zhì)品帶有氣孔(kǒng)、接不良、充模不滿,甚至積存空氣因受壓縮(suō)產生高(gāo)溫而將製品燒傷。一般情況下(xià),排氣孔既可設(shè)在型腔內熔料流動的盡頭,也(yě)可設在塑模的分型(xíng)麵(miàn)上。
後者是在凹模一側開設深(shēn)0.03-0.2mm,寬1.5-6mm的淺槽。注(zhù)射中,排氣孔不會有很多熔料滲出,因為熔料會在該處冷卻固化將通道堵死。排氣口的開設位置(zhì)切勿對著操作人員,以防熔料意外噴出傷人。此外,也可利用頂出杆與頂出孔(kǒng)的配合間隙,頂塊和脫模板與型芯的配合間隙等來排氣。
5、導向係統
導向係統是(shì)為了確保動模和定模在合模時能準確對中而(ér)設立,在模具中(zhōng)必須(xū)設置導向(xiàng)部件。在注塑模中通(tōng)常(cháng)采用四組導柱與導套來組(zǔ)成導向部件,有時還需在(zài)動模(mó)和定模上分別設置互相吻合的內、外錐麵來輔助定位。
6、頂出係(xì)統
頂出(chū)係統一般包括:頂針、前後頂(dǐng)針板(bǎn)、頂針導杆、頂針(zhēn)複位彈簧、頂針(zhēn)板鎖緊螺絲等幾部分組成(chéng)。當產(chǎn)品在(zài)模具內成(chéng)型冷卻後,模具(jù)前後模分離打開,由推出機構--頂針在注(zhù)塑機的頂杆推動下將塑料製(zhì)品及其在流道內的凝料推出或拉出模具(jù)開腔和流道位置,以便進行下一個注塑(sù)成型工作循環。
上一篇(piān): 深圳塑膠模(mó)具廠,模具(jù)熱處理變形(xíng)、開裂如何改(gǎi)善?

全國服務熱線:
 深圳市免费91模(mó)具有(yǒu)限公(gōng)司
深圳市免费91模(mó)具有(yǒu)限公(gōng)司 掃一掃
添加微信谘詢
全國免費服務熱線
137-1421-9339